

तार का जोड़
ज्ञान आधार तथ्य पत्रक
वायर बॉन्डिंग क्या है?
वायर बॉन्डिंग वह विधि है जिसके द्वारा कम व्यास वाले नरम धातु के तार को सोल्डर, फ्लक्स का उपयोग किए बिना और कुछ मामलों में 150 डिग्री सेल्सियस से अधिक तापमान का उपयोग करके संगत धातु की सतह से जोड़ा जाता है। नरम धातुओं में सोना (Au), तांबा (Cu), चांदी (Ag), एल्युमीनियम (Al) और पैलेडियम-सिल्वर (PdAg) जैसी मिश्र धातुएँ शामिल हैं।
सूक्ष्म इलेक्ट्रॉनिक्स असेंबली अनुप्रयोगों के लिए वायर बॉन्डिंग तकनीकों और प्रक्रियाओं को समझना।
वेज बॉन्डिंग तकनीकें/प्रक्रियाएं: रिबन, थर्मोसोनिक बॉल और अल्ट्रासोनिक वेज बॉन्ड
वायर बॉन्डिंग, निर्माण के दौरान इंटीग्रेटेड सर्किट (IC) या इसी तरह के सेमीकंडक्टर डिवाइस और उसके पैकेज या लीडफ्रेम के बीच इंटरकनेक्ट बनाने की विधि है। लिथियम-आयन बैटरी पैक असेंबली में विद्युत कनेक्शन प्रदान करने के लिए भी इसका आमतौर पर उपयोग किया जाता है। वायर बॉन्डिंग को आम तौर पर उपलब्ध माइक्रोइलेक्ट्रॉनिक इंटरकनेक्ट तकनीकों में सबसे किफायती और लचीली तकनीक माना जाता है, और आज उत्पादित अधिकांश सेमीकंडक्टर पैकेजों में इसका उपयोग किया जाता है। वायर बॉन्डिंग की कई तकनीकें हैं, जिनमें शामिल हैं: थर्मो-कंप्रेशन वायर बॉन्डिंग।
थर्मो-कंप्रेशन वायर बॉन्डिंग (जिसमें दो संभावित सतहों (आमतौर पर Au) को उच्च इंटरफ़ेस तापमान (आमतौर पर 300°C से अधिक) पर क्लैंपिंग बल के तहत एक साथ जोड़कर वेल्ड बनाया जाता है) को शुरू में 1950 के दशक में माइक्रोइलेक्ट्रॉनिक्स इंटरकनेक्ट्स के लिए विकसित किया गया था, हालांकि 60 के दशक में अल्ट्रासोनिक और थर्मोसोनिक बॉन्डिंग ने इसे प्रमुख इंटरकनेक्ट तकनीक के रूप में जल्दी ही प्रतिस्थापित कर दिया। थर्मो-कंप्रेशन बॉन्डिंग आज भी विशिष्ट अनुप्रयोगों में उपयोग में है, लेकिन आमतौर पर निर्माता इससे बचते हैं क्योंकि सफल बॉन्ड बनाने के लिए उच्च (अक्सर नुकसानदायक) इंटरफ़ेस तापमान की आवश्यकता होती है। अल्ट्रासोनिक वेज वायर बॉन्डिंग:
1960 के दशक में अल्ट्रासोनिक वेज वायर बॉन्डिंग प्रमुख इंटरकनेक्ट पद्धति बन गई। बॉन्डिंग टूल पर उच्च आवृत्ति कंपन (रेजोनेंस ट्रांसड्यूसर के माध्यम से) और साथ ही क्लैम्पिंग बल के प्रयोग से एल्युमीनियम और सोने के तारों को कमरे के तापमान पर वेल्ड करना संभव हो गया। यह अल्ट्रासोनिक कंपन बॉन्डिंग चक्र की शुरुआत में बॉन्डिंग सतहों से संदूषकों (ऑक्साइड, अशुद्धियाँ आदि) को हटाने में सहायता करता है और बॉन्ड को और विकसित एवं मजबूत बनाने के लिए अंतरधात्विक वृद्धि को बढ़ावा देता है। बॉन्डिंग के लिए सामान्य आवृत्तियाँ 60 – 120 किलोहर्ट्ज़ होती हैं। अल्ट्रासोनिक वेज तकनीक में दो मुख्य प्रक्रिया प्रौद्योगिकियाँ हैं: 100µm से अधिक व्यास वाले तारों के लिए भारी तारों की बॉन्डिंग और 75µm से कम व्यास वाले तारों के लिए महीन तारों की बॉन्डिंग। महीन तारों के लिए विशिष्ट अल्ट्रासोनिक बॉन्डिंग चक्रों के उदाहरण यहाँ और भारी तारों के लिए यहाँ देखे जा सकते हैं। अल्ट्रासोनिक वेज वायर बॉन्डिंग में एक विशिष्ट बॉन्डिंग टूल या "वेज" का उपयोग किया जाता है, जो आमतौर पर प्रक्रिया की आवश्यकताओं और तारों के व्यास के आधार पर टंगस्टन कार्बाइड (एल्यूमीनियम तार के लिए) या टाइटेनियम कार्बाइड (सोने के तार के लिए) से निर्मित होता है; विशिष्ट अनुप्रयोगों के लिए सिरेमिक टिप वाले वेज भी उपलब्ध हैं। थर्मोसोनिक वायर बॉन्डिंग:
जहां अतिरिक्त ताप की आवश्यकता होती है (आमतौर पर सोने के तार के लिए, जहां बॉन्डिंग इंटरफेस का तापमान 100-250 डिग्री सेल्सियस के बीच होता है), उस प्रक्रिया को थर्मोसोनिक वायर बॉन्डिंग कहा जाता है। पारंपरिक थर्मो-कंप्रेशन सिस्टम की तुलना में इसके कई फायदे हैं, क्योंकि इसमें इंटरफेस के लिए बहुत कम तापमान की आवश्यकता होती है (कमरे के तापमान पर Au बॉन्डिंग का उल्लेख किया गया है, लेकिन व्यवहार में अतिरिक्त ताप के बिना यह अविश्वसनीय है)। थर्मोसोनिक बॉल बॉन्डिंग:
थर्मोसोनिक वायर बॉन्डिंग का एक अन्य रूप बॉल बॉन्डिंग है (बॉल बॉन्ड चक्र यहाँ देखें)। यह पद्धति पारंपरिक वेज डिज़ाइन के स्थान पर सिरेमिक केशिका बॉन्डिंग टूल का उपयोग करती है ताकि थर्मो-कंप्रेशन और अल्ट्रासोनिक बॉन्डिंग दोनों के सर्वोत्तम गुणों को बिना किसी नुकसान के संयोजित किया जा सके। थर्मोसोनिक कंपन इंटरफ़ेस तापमान को कम बनाए रखता है, जबकि पहला इंटरकनेक्ट, थर्मली-कंप्रेस्ड बॉल बॉन्ड, वायर और सेकेंडरी बॉन्ड को किसी भी दिशा में रखने की अनुमति देता है, न कि पहले बॉन्ड के साथ एक ही लाइन में, जो अल्ट्रासोनिक वायर बॉन्डिंग में एक बाधा है। स्वचालित, उच्च मात्रा उत्पादन के लिए, बॉल बॉन्डर अल्ट्रासोनिक/थर्मोसोनिक (वेज) बॉन्डर की तुलना में काफी तेज़ होते हैं, जिससे थर्मोसोनिक बॉल बॉन्डिंग पिछले 50 से अधिक वर्षों से माइक्रोइलेक्ट्रॉनिक्स में प्रमुख इंटरकनेक्ट तकनीक बन गई है। रिबन बॉन्डिंग:
फ्लैट मेटैलिक टेप का उपयोग करके रिबन बॉन्डिंग दशकों से आरएफ और माइक्रोवेव इलेक्ट्रॉनिक्स में प्रमुख तकनीक रही है (पारंपरिक गोल तार की तुलना में रिबन सिग्नल हानि (स्किन इफेक्ट) में उल्लेखनीय सुधार प्रदान करता है)। आमतौर पर 75µm चौड़े और 25µm मोटे छोटे सोने के रिबन को एक बड़े फ्लैट-फेस वाले वेज बॉन्डिंग टूल के साथ थर्मोसोनिक प्रक्रिया द्वारा जोड़ा जाता है। 2,000µm चौड़े और 250µm मोटे एल्युमीनियम रिबन को भी अल्ट्रासोनिक वेज प्रक्रिया द्वारा जोड़ा जा सकता है, क्योंकि कम लूप और उच्च घनत्व वाले इंटरकनेक्ट की आवश्यकता बढ़ गई है।
गोल्ड बॉन्डिंग वायर क्या होता है?
गोल्ड वायर बॉन्डिंग एक ऐसी प्रक्रिया है जिसमें किसी असेंबली में दो बिंदुओं पर सोने के तार को जोड़कर एक इंटरकनेक्शन या विद्युत प्रवाहकीय पथ बनाया जाता है। सोने के तार के लिए अटैचमेंट पॉइंट बनाने के लिए ऊष्मा, अल्ट्रासोनिक तरंगें और बल का उपयोग किया जाता है। अटैचमेंट पॉइंट बनाने की प्रक्रिया वायर बॉन्ड टूल के सिरे पर एक सोने की गेंद (कैपिलरी) बनाने से शुरू होती है। इस गेंद को गर्म असेंबली सतह पर दबाया जाता है, साथ ही टूल द्वारा एक निश्चित मात्रा में बल और 60kHz - 152kHz की आवृत्ति वाली अल्ट्रासोनिक तरंगें भी लगाई जाती हैं। पहला बॉन्ड बन जाने के बाद, असेंबली की ज्यामिति के लिए उपयुक्त लूप आकार बनाने के लिए तार को सावधानीपूर्वक नियंत्रित तरीके से घुमाया जाता है। दूसरा बॉन्ड, जिसे अक्सर स्टिच कहा जाता है, फिर दूसरी सतह पर तार को दबाकर और बॉन्ड पर तार को फाड़ने के लिए क्लैंप का उपयोग करके बनाया जाता है।
सोने के तार से पैकेजिंग को जोड़ने की विधि में उच्च विद्युत चालकता पाई जाती है, जो कुछ सोल्डर की तुलना में लगभग दस गुना अधिक होती है। इसके अलावा, सोने के तारों में अन्य तार सामग्रियों की तुलना में ऑक्सीकरण सहनशीलता अधिक होती है और ये अधिकांश तारों की तुलना में नरम होते हैं, जो संवेदनशील सतहों के लिए आवश्यक है।
असेंबली की ज़रूरतों के आधार पर प्रक्रिया में बदलाव भी किया जा सकता है। संवेदनशील सामग्रियों के मामले में, मज़बूत बॉन्ड बनाने और कंपोनेंट की सतह को नुकसान से बचाने के लिए, दूसरे बॉन्डिंग क्षेत्र पर एक गोल्ड बॉल लगाई जा सकती है। तंग जगहों में, एक ही बॉल को दो बॉन्ड के लिए शुरुआती बिंदु के रूप में इस्तेमाल किया जा सकता है, जिससे "V" आकार का बॉन्ड बनता है। जब वायर बॉन्ड को और मज़बूत बनाने की ज़रूरत होती है, तो वायर की स्थिरता और मज़बूती बढ़ाने के लिए, एक स्टिच के ऊपर एक बॉल लगाकर सिक्योरिटी बॉन्ड बनाया जा सकता है। वायर बॉन्डिंग के कई अलग-अलग अनुप्रयोग और विविधताएँ लगभग असीमित हैं और इन्हें पालोमर के वायर बॉन्ड सिस्टम पर मौजूद ऑटोमेटेड सॉफ़्टवेयर के इस्तेमाल से हासिल किया जा सकता है।
वायर बॉन्डिंग का विकास:
वायर बॉन्डिंग की खोज 1950 के दशक में जर्मनी में एक आकस्मिक प्रायोगिक अवलोकन के माध्यम से हुई थी और बाद में इसे एक अत्यंत नियंत्रित प्रक्रिया के रूप में विकसित किया गया। आज इसका व्यापक रूप से उपयोग सेमीकंडक्टर चिप्स को पैकेज लीड से, डिस्क ड्राइव हेड को प्री-एम्पलीफायर से, और कई अन्य अनुप्रयोगों में विद्युत रूप से जोड़ने के लिए किया जाता है, जिससे रोजमर्रा की वस्तुएं छोटी, अधिक "स्मार्ट" और अधिक कुशल बन जाती हैं।
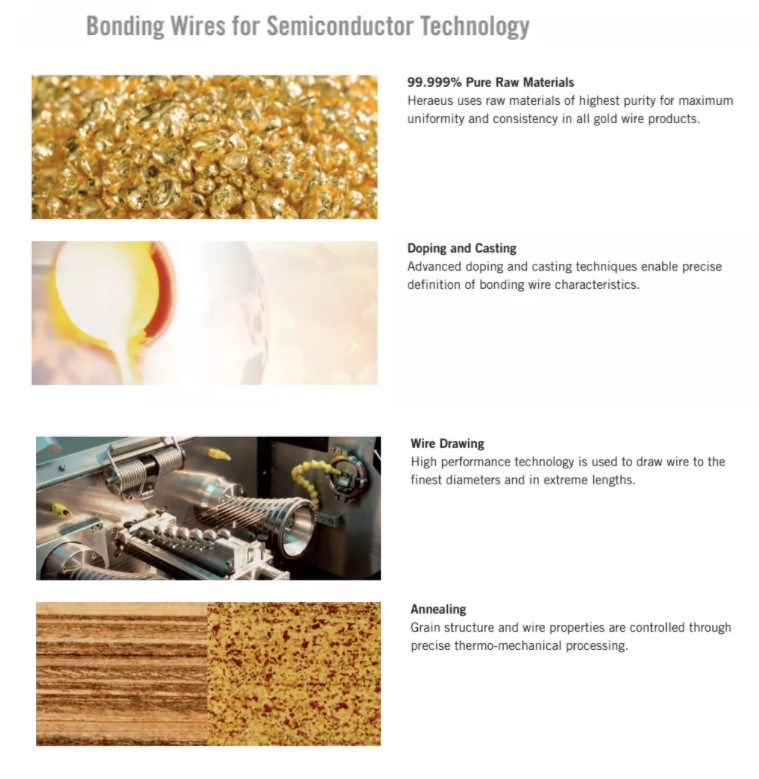
बॉन्डिंग वायर्स के अनुप्रयोग
इलेक्ट्रॉनिक्स में बढ़ते लघुकरण के परिणामस्वरूप
बॉन्डिंग तारों में महत्वपूर्ण घटक बनने की प्रक्रिया
इलेक्ट्रॉनिक असेंबली।
इस उद्देश्य के लिए महीन और अति महीन बॉन्डिंग तारों का उपयोग किया जाता है।
सोना, एल्युमीनियम, तांबा और पैलेडियम का उपयोग किया जाता है। उच्चतम
उनकी गुणवत्ता पर विशेष रूप से ध्यान दिया जाता है।
तार के गुणों की एकरूपता के कारण।
उनकी रासायनिक संरचना और विशिष्ट के आधार पर
गुणों के आधार पर, बॉन्डिंग तारों को बॉन्डिंग के अनुकूल बनाया जाता है।
चुनी गई तकनीक और स्वचालित बॉन्डिंग मशीनों के रूप में
साथ ही असेंबली प्रौद्योगिकियों में आने वाली विभिन्न चुनौतियों के बारे में भी।
हेराउस इलेक्ट्रॉनिक्स उत्पादों की एक विस्तृत श्रृंखला प्रदान करता है।
विभिन्न अनुप्रयोगों के लिए
मोटर वाहन उद्योग
दूरसंचार
सेमीकंडक्टर निर्माता
उपभोक्ता वस्तु उद्योग
हेराउस बॉन्डिंग वायर उत्पाद समूह निम्नलिखित हैं:
प्लास्टिक से भरे अनुप्रयोगों के लिए बॉन्डिंग तार
इलेक्ट्रॉनिक उपकरण
एल्यूमीनियम और एल्यूमीनियम मिश्र धातु के लिए बंधन तार
ऐसे अनुप्रयोग जिनमें कम प्रसंस्करण तापमान की आवश्यकता होती है
तकनीकी रूप से तांबे के बंधन तार और
सोने के तारों का किफायती विकल्प
कीमती और गैर-कीमती धातुओं को जोड़ने वाले रिबन
बड़े संपर्क क्षेत्रों वाले विद्युत कनेक्शन।

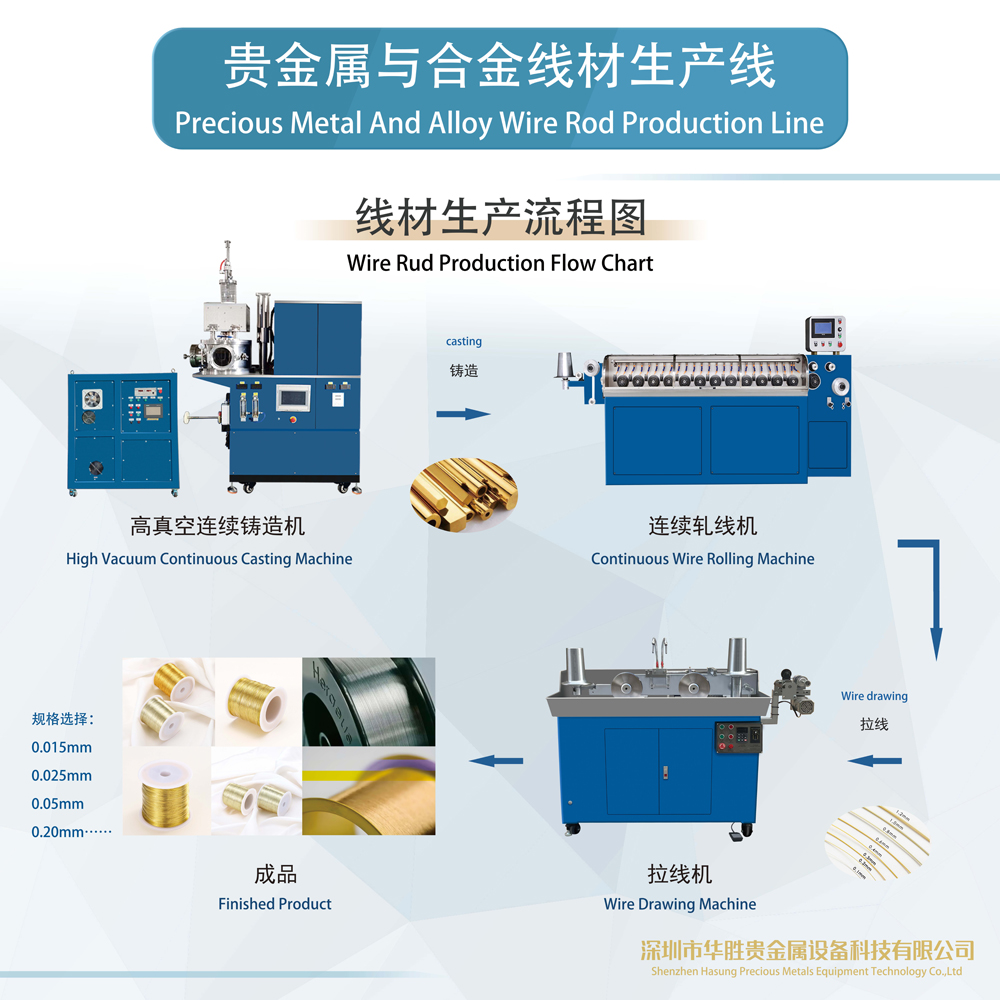
बॉन्डिंग वायर्स उत्पादन लाइन
पोस्ट करने का समय: 22 जुलाई 2022









